佐々木精機はメーカーを問わず、あらゆる工作機械のオーバーホール、出張修理・改造、NCリプレイスをしています。大正12年創業から培ってきた技術を活かし、次世代への要求に応えつづけ、日本の産業を下支えしてまいります。
佐々木精機は、メーカーを問わず、あらゆる工作機械のオーバーホール、出張修理・改造、NCリプレイスをしています。大正12年創業から培ってきた技術を活かし、次世代への要求に応えつづけ、日本の産業を下支えしてまいります。
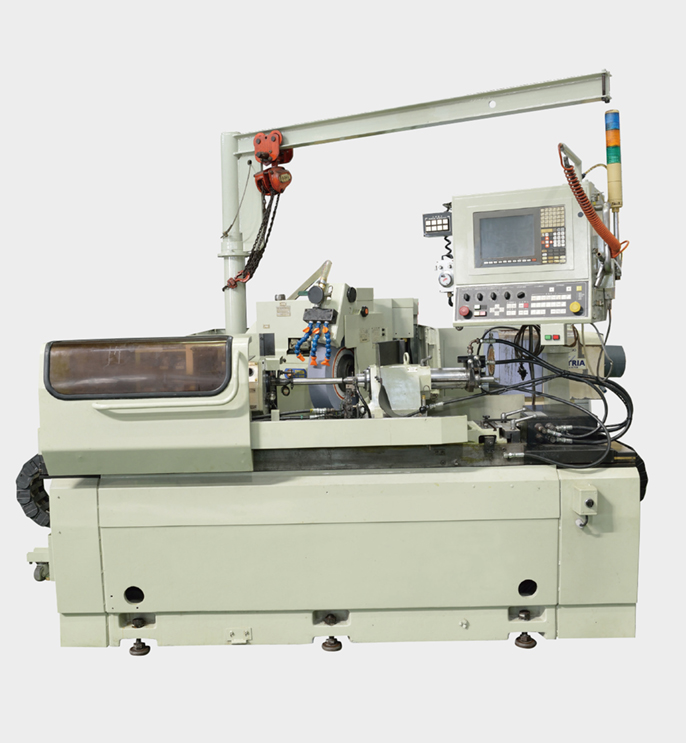
摺動面の精度は機械精度の重要な要素です。テーブル、コラム、ベッドなどが移動するスライド摺動面等を職人がきさげ作業にて、高い制度を作り上げます。
佐々木精機ではあらゆる工作機械のオーバーホール及び改造NCリプレイスの実績を活かし、さらに邁進してまいります。
工作機械のスペシャリストが集う技術者集団として、お客様への貢献を続けています。“機械が大好き”という想いに共感いただける方を求めています。
「株式会社 伸光産業 日立製工作機械の修理業…
当社は愛知時計電機オークマ製ラジアルボー…
株式会社佐々木精機は本年創立40周年を迎えま…